May -Akda:
Charles Brown
Petsa Ng Paglikha:
6 Pebrero 2021
I -Update Ang Petsa:
16 Mayo 2024

Nilalaman
Ang TIG weld (Tungsten Inert Gas) ay gumagamit ng isang tungsten electrode upang painitin ang metal, habang pinangangalagaan ng argon gas ang weld mula sa mga impurities. Ang pamamaraan na ito ay gumagawa ng isang malinis, de-kalidad na weld sa karamihan ng mga metal, kabilang ang bakal, hindi kinakalawang na asero, chrome-molybdenum na bakal, aluminyo, mga haluang metal na bakal na may nikel, magnesiyo, tanso, tanso, tanso at ginto. Sundin ang mga hakbang sa ibaba upang i-on at gamitin ang iyong TIG welding machine.
Mga Hakbang
Paraan 1 ng 3: Pag-set up ng TIG welding machine
Ilagay ang kagamitan sa kaligtasan. Bago ang pagpapatakbo ng anumang welding machine, siguraduhing magsuot ng goggles ng kaligtasan, damit na may retame-retardant at isang welding mask na may proteksyon sa mata.
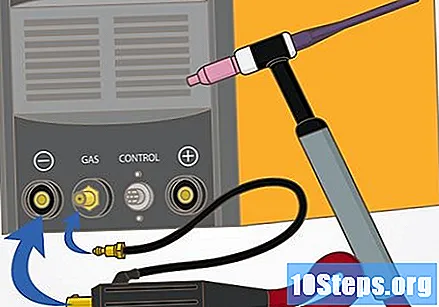
Ikonekta ang TIG torch. Ang lahat ng mga TIG torch ay may ceramic nozzle upang gabayan ang argon, isang tanso na tanso upang hawakan ang elektrod at isang sistema ng paglamig. Gamitin ang adapter sa iyong accessory pack upang ikonekta ang tanglaw sa harap ng machine ng welding.
Ikonekta ang pedal sa makina. Ang pedal ay ginagamit upang makontrol ang temperatura ng hinang.
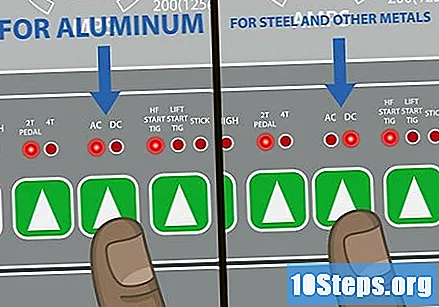
Piliin ang polariseysyon. Depende ito sa uri ng materyal na hinango mo. Kung nais mong maghinang aluminyo, itakda ang polariseysyon ng welding machine sa alternating kasalukuyang (AC). Gayunpaman, kung pupunta ka sa iba pang mga materyales, itakda ang welding machine sa Direktang Kasalukuyang Negatibong Elektrod (DCEN).- Kung ang makina ay may pagpipilian upang baguhin ang dalas, ang ilang mga pagsasaayos ay kinakailangan ayon sa materyal na maaaring welded. Para sa aluminyo, ang makina ay dapat manatili sa isang mataas na dalas sa buong proseso ng hinang. Sa kaso ng bakal, ang dalas ay dapat na mataas lamang sa simula ng weld.
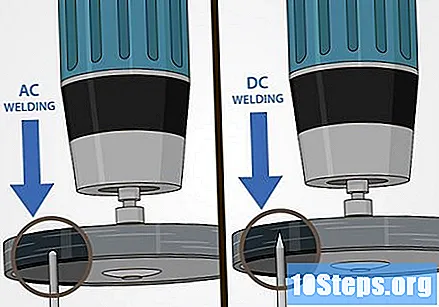
Biglang tungsten. Ang kapal ng metal na ma-welded at ang electric kasalukuyang ay mga kadahilanan na tumutukoy sa diameter ng tungsten rod. Biglang sa isang direksyon ng radial kasama ang circumference ng tungsten, hindi direkta patungo sa mga dulo.- Gumamit ng isang gilingan upang patalasin ang tungsten electrode. Patalasin ang elektrod upang ang tip ay nasa parehong direksyon tulad ng pag-ikot ng emery.
- Kapag hinang sa alternating kasalukuyang, iwanan ang bilog ng tungsten; kapag gumagamit ng direktang kasalukuyang, iwanan ito ng isang matalim na punto.
- Kung magsasagawa ka ng isang fillet weld, patalasin ang elektrod upang magkaroon ito ng isang manipis na dulo ng lima hanggang anim na milimetro.
I-configure ang daloy ng gas. Para sa paghihinang, gumamit ng purong argon o isang halo, tulad ng argon na may helium. Alisin ang takip ng plastik.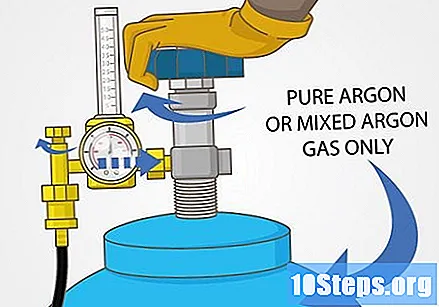
- Buksan at isara ang balbula ng gas upang alisin ang anumang dumi na nasa pipeline.
- Ikabit ang regulator ng gas, pagkatapos ay i-tornilyo ang nut habang i-twist ang regulator; gawin ito hanggang sa ang regulator ay ligtas na nakakabit.
- Higpitan ang regulator gamit ang isang wrench; siguraduhin na ang balbula ng regulator ay ganap na nakabukas.
- Ikonekta ang gas hose at daloy ng metro, pagkatapos buksan ang balbula ng silindro. Kapag binubuksan ang balbula, siguraduhing gawin ito nang marahan, bubuksan ito nang kaunti. Ang isang pagbubukas ng quarter-turn ay karaniwang sapat.
- Maghanap para sa anumang mga pagtagas sa kahabaan ng pipe; maghanap para sa anumang ingay ng pagtagas o gumamit ng isang tumagas na spray spray.
- Ayusin ang daloy ng gas sa pamamagitan ng balbula ng regulator. Ang daloy ng gas ay nag-iiba ayon sa proyekto; maraming gumagamit ng daloy sa pagitan ng 4 at 12 litro bawat minuto.
I-configure ang amperage. Pinapayagan ka ng amperage na ayusin ang kontrol na mayroon ka sa panahon ng proseso ng hinang.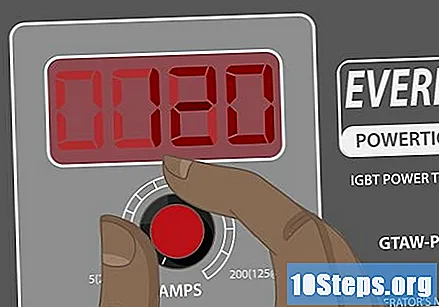
- Ang mas makapal ang metal na mai-welded, mas malaki ang amperage.
- Ang mas naka-coordinate na kasama ka sa pedal, mas mataas ang makuha ng amperage.
- Narito ang ilang mga maginoo na proporsyon, kapal ng materyal na x kasalukuyang: 1.6mm, sa pagitan ng 30 at 120 amps; 2.4mm, sa pagitan ng 80 at 240 amps; 3.2mm, sa pagitan ng 200 at 380 amps.
Paraan 2 ng 3: Paghahabi ng Metal
Linisin ang metal na ma-welded. Ang ibabaw ay dapat malinis ng anumang dumi.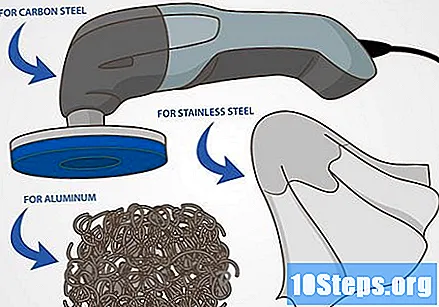
- Kung nagtatrabaho ka sa carbon steel, gumamit ng sander upang mapanatiling malinis ang materyal.
- Para sa aluminyo, pinakamahusay na ipasa ang isang hindi kinakalawang na brush ng bakal.
- Para sa hindi kinakalawang na asero, linisin ang lugar ng weld na may ilang solvent sa isang tela. Siguraduhing mag-imbak ng solvent at iba pang mga kemikal sa isang ligtas na lugar bago simulan ang welding.
Ipasok ang tungsten sa saksakan nito. Paluwagin ang likuran ng salansan ng elektrod, ipasok ang tungsten electrode at muling mai-secure ang hulihan na bahagi. Posible na ang elektrod ay hindi bababa sa 6 mm sa labas ng salansan.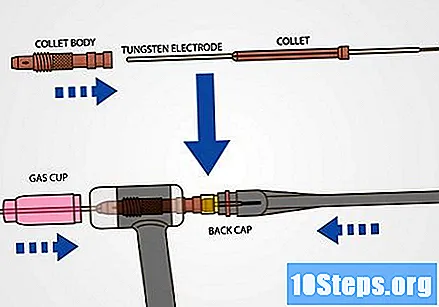
Sumali sa mga bahagi na malulutas. Sumali sa mga bahagi gamit ang isang C bracket o isang iron square.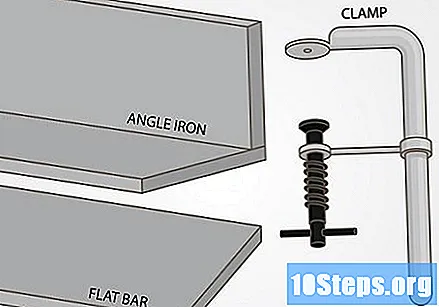
Sumali sa mga piraso gamit ang panghinang drip. Makakatulong ito upang mapanatili ang mga bahagi habang isinasagawa mo ang pangwakas na weld. Mag-iwan ng ilang pulgada sa pagitan ng mga patak ng weld.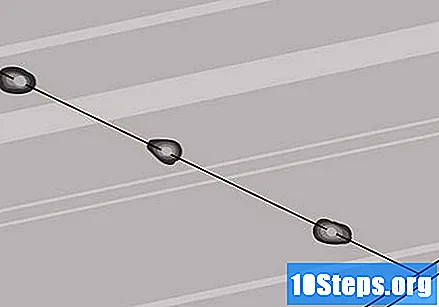
Hawakan ang TIG torch. Siguraduhing hawakan ito sa isang anggulo ng 75-degree at kaunti pa kaysa sa 6 mm mula sa bahagi.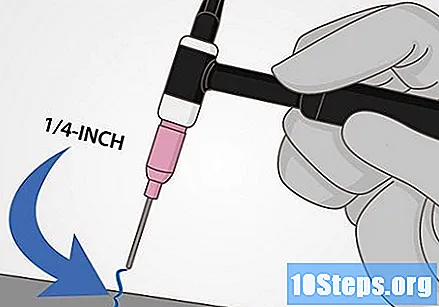
- Huwag hayaang hawakan ang tungsten sa weld pool, kung hindi man ay mahawahan nito ang materyal.
Magsagawa ng kontrol sa temperatura gamit ang mga pedals. Ang weld pool ay dapat na 6 mm ang lapad. Mahalagang panatilihin ang weld pool sa isang pare-pareho ang laki upang ang linya ng weld ay pare-pareho.
Hawakan ang baras ng tagapuno ng panghinang sa iyong ibang kamay. Itago ito sa isang anggulo ng 15-degree sa bahagi.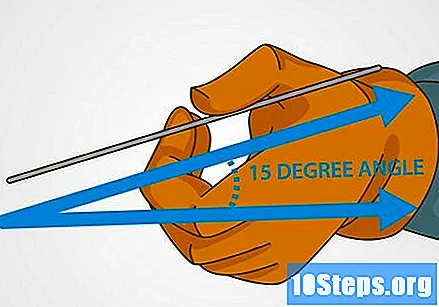
Gamitin ang TIG torch upang mapainit ang base metal. Ang temperatura ng electric arc ay lilikha ng puder ng tinunaw na metal. Nasa pudla ito kung saan nagaganap ang welding.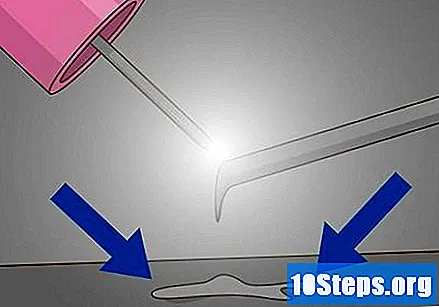
- Kapag ang weld pool ay pumapalibot sa dalawang piraso ng metal, idagdag ang materyal ng tagapuno nang kaunti upang maiwasan ang pagkalubha.
- Ang tagak ng baras ay lilikha ng isang mas pinalakas na layer para sa iyong hinang.
Gamit ang welding arc, ilipat ang weld pool sa nais na direksyon. Hindi tulad ng MIG welding, kung saan kukuha ka ng weld pool kung saan tinuturo ang sulo, sa TIG welding itinutulak mo ang puder sa kabaligtaran ng sulo.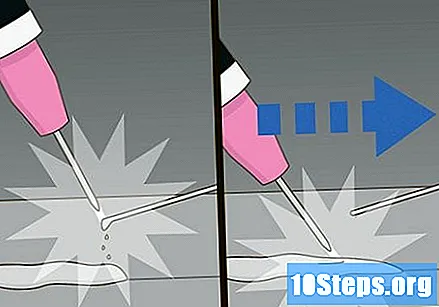
- Upang isipin ang kilusang gagawin mo, isipin ang isang kaliwang kamay na gumagamit ng isang panulat. Habang ang isang kanang kamay ay magsusulat sa pamamagitan ng pagkaladkad sa panulat, sa isang anggulo sa kanan (tulad ng isang MIG weld), ang kaliwang kamay ay magtitiklop sa panulat sa kaliwa, ngunit i-drag pa rin ang pen sa kanan.
- Patuloy na isulong ang weld pool hanggang ang buong nais na lugar ay welded. Doon, gumawa ka ng isang TIG weld!
Paraan 3 ng 3: Pag-aaral ng Iba't ibang Uri ng Welding
Subukan ang isang fillet weld. Kunin ang mga panuntunan ng tIG weld kapag gumagawa ng isang fillet weld. Ang ganitong uri ng weld ay binubuo ng pagsali ng dalawang metal sa isang naibigay na anggulo. Ang anggulo sa pagitan ng mga piraso ay dapat na nasa pagitan ng 45 at 90 degrees; upang maisagawa ang weld, lumikha ng weld puddle sa sulok, sa pagitan ng mga piraso. Ang weldet ng fillet ay dapat magmukhang isang tatsulok kung tiningnan mula sa gilid (o mula sa isang view ng seksyon).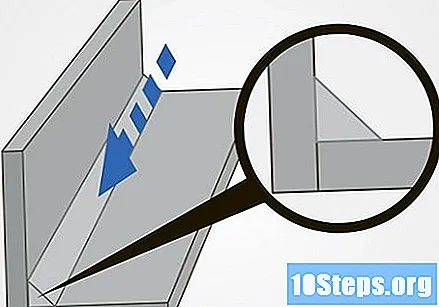
Superimposed weld. Iwanan ang isang piraso na magkakapatong sa isa pa, pagkatapos ay lumikha ng weld pool kung saan natutugunan ang mga piraso. Kapag pinagsama ang dalawang bahagi ng metal, idagdag ang napuno na materyal sa puder.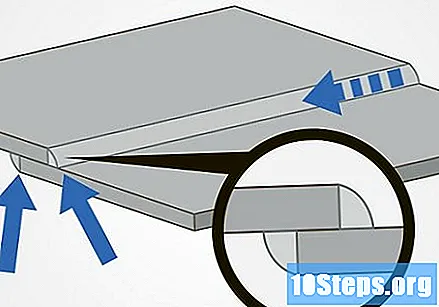
Gumawa ng isang T weld na may dalawang piraso. Ikiling ang sulo sa isang puntong kung saan direkta itong pinainit ang lugar ng weld. Panatilihin ang isang maikling arko kapag pinalawak ang elektrod sa labas ng ceramic cone. Posisyon ang punan ng baras sa puntong natutugunan ang dalawang bahagi.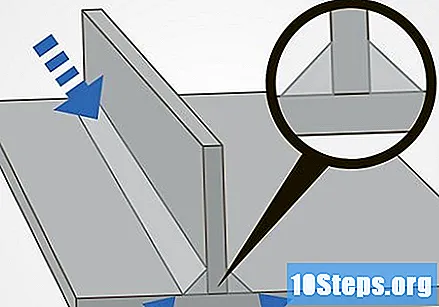
Corn weld. Simulan ang pag-welding sa punto kung saan nagtatagpo ang dalawang piraso. Panatilihin ang weld pool sa kantong ng dalawang piraso. Kakailanganin mo ang isang makabuluhang halaga ng materyal ng tagapuno upang maisagawa ang isang sulok na sulok, dahil ang mga bahagi ay hindi magiging overlay.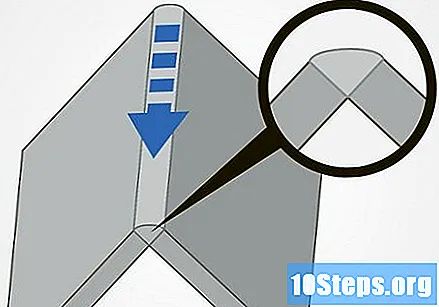
Lumikha ng isang weld weld. Lumikha ng weld pool mismo sa kantong sa pagitan ng dalawang piraso ng metal. Ang ganitong uri ng hinang ay mas mahirap, dahil ang mga bahagi ay hindi magkakapatong. Kapag natapos mo na magkasama ang mga piraso, babaan ang chain machine ng welding upang punan ang bunganga na bubuo.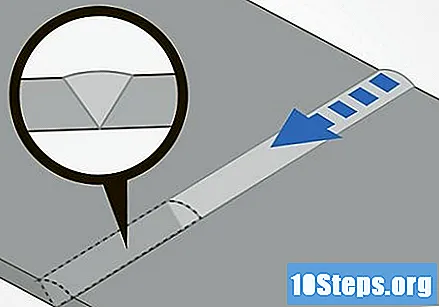
Mga Babala
- Huwag gumamit ng argon na may halong CO2 sa TIG weld. Ang CO2 ay isang aktibong gas na sisirain ang tungsten electrode.
- Gumamit ng isang welding mask na may isang madilim na display, na angkop para sa hinang.
- Magsuot ng dry, insulating guwantes bago simulan ang welding machine.
- Sa ilalim ng mask ng hinang, magsuot ng baso ng kaligtasan na may proteksyon sa gilid.
- Magsuot ng reinforced flameproof na damit at bota kapag nagpapatakbo ng welding machine.
Mga tip
- Kung ang metal na mai-welded ay malinis, walang mga sparks na gagawin sa panahon ng proseso ng hinang.
- Ang welding ay maaaring gawin sa lahat ng mga posisyon, alinman sa pahalang, patayo at kahit sa itaas ng ulo.
- Ang lihim ng TIG welding ay nasa weld pool, na kung saan ay nabuo mula sa kapwa mga additive material at ang metal ay welded.
- Ang TIG welding ay hindi gumagawa ng usok o singaw. Kung ang anumang usok o singaw ay lilitaw sa panahon ng hinang, ito ay isang palatandaan na kailangan mong linisin ang metal na mas mahusay na welded.
- Walang slag sa TIG weld; samakatuwid, ang iyong pagtingin sa weld pool ay hindi mapigilan.
- Kung ang tangke ng gas ay malapit sa dulo, dagdagan ang daloy ng argon, dahil ang halo ng gas ay hindi gaanong dalisay sa dulo ng tangke.


